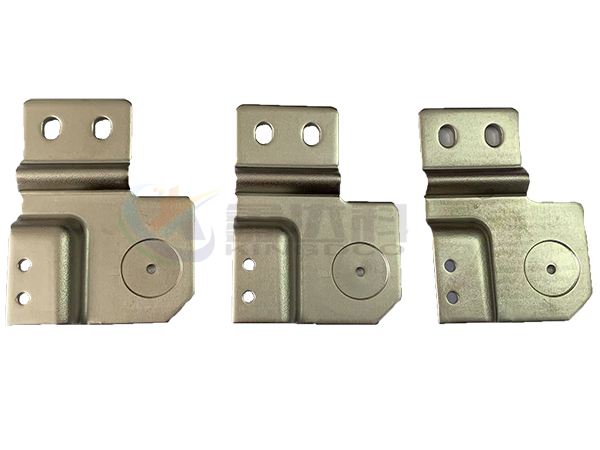
模具设计在冲压件加工影响到压件成型的因素可能是下料顺序安排。针对冲压件的细小部位等的下料,找到安装顺序中需要注意的部分可以避免冲压件过程扭曲,如冲压件加工过程中产生扭曲现象主要是因为冲裁力的影响。由于在冲裁时有着冲裁间隙的存在使得材料在凹模的一侧受拉伸而靠凸模侧受压缩。因此在冲裁时,压紧材料是防止冲压件产生扭曲的重中之重!
1、模具设计合理。一般来讲,下料顺序的安排也有可能会影响冲压件成形的精度。因此针对冲压件细小部位的下料,我们一般先安排面积较大的冲切下料,再安排面积较小的。以此来减轻冲裁力对冲压件的影响。

2、压紧材料。首先必须克服传统的模具设计方式。使冲压中卸料板运动平衡,而材料又能够被压紧。在关键成形部位,卸料板须做镶块式结构。
3、凸模刃口端部修成斜面或弧形。这是减缓冲裁力的更有效的方法。减缓冲裁力,就是减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
对冲压件加工不能一直延续传统的模具设计方式,传统的设计方式不能够适应现代机器和材料的运动过程。关键的成形部位通过卸料板运动很容易出现材料压紧不平衡的问题。我们在实际加工过程中要了解到现在的材料适应程度,从上述文章中了解到可以将刀刃的形状改变,可以有效减缓冲裁力。

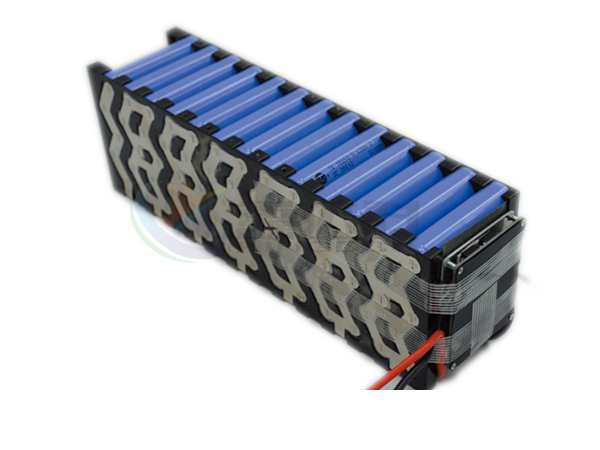
CCS集成母排主要由信号采集组件(譬如FPC、PCB、FFC等)、塑胶结构件、镍片、铜排、铝排等组成,通过热压合或铆接等工艺连接成一个整体,实现电芯高压串并联,以及电池的温度采样、电芯电压采样功能,通过FPC/PCB和连接器组件提供温度和电压给BMS系统...
2025-08-15 
镍是一种具有重要工业价值的金属,其熔点为 1453℃,沸点 3075℃,比重 8.8g/cm3。它具有出色的抗腐蚀性能,在空气中不易氧化,即便加热到 700~800℃也能保持稳定,同时焊接性良好,这些特性使其在电池包内得到广泛应用。...
2025-08-15 
产品名称:动力电池软铝排,电池模组焊接软连接铝排,电池软铝排, 产品材质:1060O态铝箔带、铝皮 产品规格:来图定制 产品工艺:熔压焊预热:铝的导热率高,熔焊时需要高的热量输入,焊接温度达到500度,保温焊接10秒 电阻焊:需要使用较大的电流和较短的焊接时间以准确的控制焊接参数...
2023-05-04 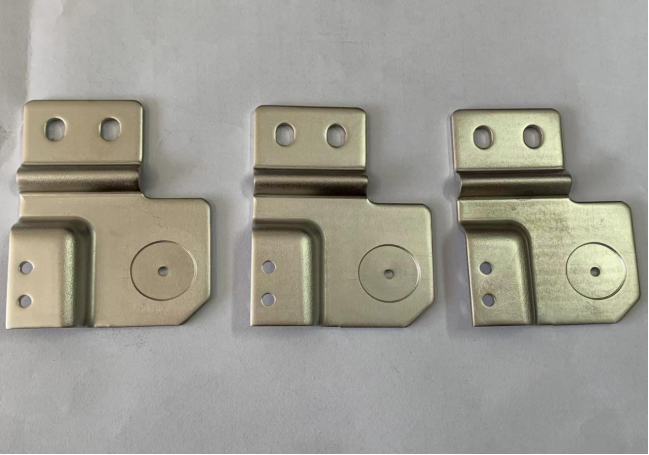
产品名称:动力电池软铝排,电池模组焊接软连接铝排,电池软铝排, 产品材质:1060O态铝箔带、铝皮 产品规格:来图定制 产品工艺:熔压焊预热:铝的导热率高,熔焊时需要高的热量输入,焊接温度达到500度,保温焊接10秒...
2023-04-04电话:
0510-87183933
手机:
储总 18115768555