�������δ������Դ�Ƽ�����˾Ϊ������ṩ�������Ƭ����ذ�������綯�������Ƭ��������Ƭ�������Ϣ������������Ѷ�������ע��
�������δ������Դ�Ƽ�����˾Ϊ������ṩ�������Ƭ����ذ�������綯�������Ƭ��������Ƭ�������Ϣ������������Ѷ�������ע��

��֮ǰ��������������Ϊ���Ľ���������ѹ��������ѹ�����и���ߣ���֪����������ʲô������ΪʲôҪȷ�������Ĵ��ֵ?Ӱ��������ֵ����Ҫ��������Щ?����ѹ����ʱ����֮��������ϲ�ߴ�������,��Ϊ��ߡ������Ȼ�Ƿ���,���ڹ�����ȴ�кܴ�����,��ߵ�������:
1)����������һ���ĸն�,�Ա��ͽ���
2)������λ���,��ʹ��һ�����Ҳ�����ڳ�Ϲ��������Ĵ�߿����DZ�֤���Ҽ����ж������������ģ�������Ľ�С���ȡ����ȹ�С�Ĵ��,���ڳ�ù����б�����,ʹ����ѹ������������ë�̺�Ӱ�����ϡ�
Ӱ����ֵ��С�������Ǻܶ��,��Ҫ�����¼���:
1)�������ʲ�����Ӳ,���ֵ��С��
2)���Ϻ�ȳ屡��ʱΪ�������ø���,Ӧ���ýϴ���ֵ,������Ϊ��֤��߲�����,ҲӦ�ýϴ���ֵ������֤��,���Ϻ����0.5-��1����ʱ,���ֵ��С��

3)�����ߴ�Խ��,��״Խ����,���ֵԽ��
4)���Ϸ�ʽӦ�ò�ѹ��,ʹ��������һ������ʱ,�ɲ��ý�С���ֵ��
����ѹ���ӹ���ԭ����������ѹ���ļӹ�ԭ����һ���ģ�����ڳ�ù����У�����ѹ���Ĵ�߱����ϻ�ʹ��ü���ƽ��,����������������ģ��϶��,����пڵ�����ĥ���������Ĵ��,���������˲��ϵ�������,��������ģ�ߵ�ж����������֤��,�����Ĵ��ֵ,ģ�����������50%���ϡ�

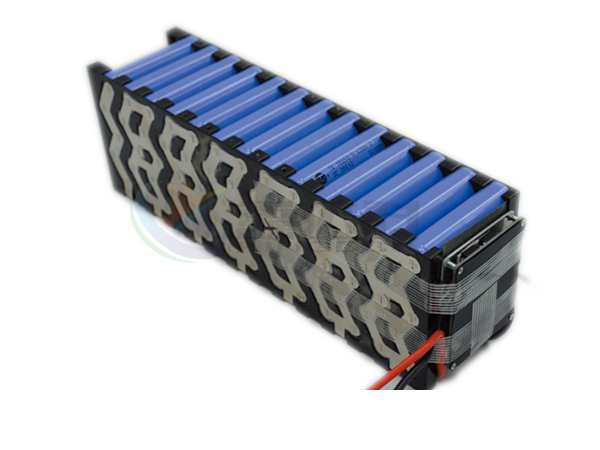
CCS����ĸ����Ҫ���źŲɼ������Ʃ��FPC��PCB��FFC�ȣ����ܽ��ṹ������Ƭ��ͭ�š����ŵ���ɣ�ͨ����ѹ�ϻ�í�ӵȹ������ӳ�һ�����壬ʵ�ֵ�о��ѹ���������Լ���ص��¶Ȳ�������о��ѹ�������ܣ�ͨ��FPC/PCB������������ṩ�¶Ⱥ͵�ѹ��BMSϵͳ...
2025-08-15 
����һ�־�����Ҫ��ҵ��ֵ�Ľ��������۵�Ϊ 1453�棬�е� 3075�棬���� 8.8g/cm3�������г�ɫ�Ŀ���ʴ���ܣ��ڿ����в���������������ȵ� 700~800��Ҳ�ܱ����ȶ���ͬʱ���������ã���Щ����ʹ���ڵ�ذ��ڵõ��㷺Ӧ�á�...
2025-08-15 
��Ʒ���ƣ�������������ţ����ģ�麸�����������ţ���������ţ� ��Ʒ���ʣ�1060O̬����������Ƥ ��Ʒ�����ͼ���� ��Ʒ���գ���ѹ��Ԥ�ȣ����ĵ����ʸߣ��ۺ�ʱ��Ҫ�ߵ��������룬�����¶ȴﵽ500�ȣ����º���10�� ���躸����Ҫʹ�ýϴ�ĵ����ͽ϶̵ĺ���ʱ����ȷ�Ŀ��ƺ��Ӳ���...
2023-05-04 
��Ʒ���ƣ�������������ţ����ģ�麸�����������ţ���������ţ� ��Ʒ���ʣ�1060O̬����������Ƥ ��Ʒ�����ͼ���� ��Ʒ���գ���ѹ��Ԥ�ȣ����ĵ����ʸߣ��ۺ�ʱ��Ҫ�ߵ��������룬�����¶ȴﵽ500�ȣ����º���10��...
2023-04-04�绰��
0510-87183933
�ֻ���
���� 18115768555